


دوشاخه و سرپيچ بر اساس مشخصات مختلفی كه دارا می باشند طبقه بندی می شوند. در ادامه به ترتيب ابتدا طبقه بندی سرپيچ و سپس دو شاخه ارائه می گردد.
سرپيچ ها
سرپيچ ها دارای انواع و اقسام متعدد می باشند كه با توجه به مسائل مختلفی می توان آنها را طبقه بندی نمود، انواع طبقه بندی سرپيچ ها به قرار زير می باشد:
1. برحسب جنس بدنه سرپيچ
شامل انواع سرپيچ های عايقی و سرپيچ های فلزی
2. بر حسب ميزان جريان اسمی
بر اين اساس سرپيچ ها به انواع زير تقسيم می گردند:
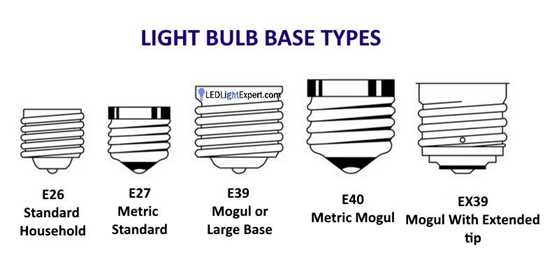
- سرپيچ های E-10 (برای جريان تا 0/5 آمپر)
- سرپيچ های E-14 (برای جريان تا 2 آمپر)
- سرپيچ های E-27 (برای جريان تا 2 آمپر)
- سرپيچ E-27 (برای جريان تا 4 آمپر)
- سرپيچ های E-40 (برای جريان تا 16 آمپر)
3. بر حسب ولتاژ اسمی
بر اين اساس سرپيچ ها در سه گروه ولتاژ مورد بررسی قرار می گيرند:
- ١٢٥ ولت
- ٢٥٠ ولت
- ٥٠٠ و ٧٠٠ ولت
شامل انواع سرپيچ های معمولی و سرپيچ های ضدقطره می باشد. اين سرپيچ ها در برابر نفوذ آب عايق بندی شده اند.

- برحسب طريقه نصب
- سرپيچ هايی با مجرای اتصال
- سرپيچ های آويز
- سرپيچ های ديواری
- سرپيچ هایی بدون مجرای اتصال ديگر
دو شاخه
دو شاخه نيز به روش های مختلفی قابل تقسيم بندی می باشد:
1. بر حسب درجه محافظت در برابر رطوبت
- معمولی
- حفاظت شده در برابر آب
- حفاظت شده در برابر پاشيده شدن آب با فشار (جت آب)
2. بر حسب اتصال زمين
- بدون اتصال زمين
- با اتصال زمين


- قابل تعويض
- غير قابل تعويض
کد آیسیک دوشاخه و سرپيچ
طبق اطلاعات اخذ شده از وزارت صنايع، كد آيسک ” انواع پريز، دوشاخه و سرپيچ ” عبارتند از :
| نام محصول | کد آیسیک |
| انواع پريز، دوشاخه و سرپيچ | ٣١٢٠١٤١٠ |
| پريز و دو شاخه خانگی | ٣١٢٠١٤١٢ |
| دوشاخه برق (معمولی) | ٣١٢٠١٤٢٤ |
| سرپيچ لامپ | ٣١٢٠١٤١٥ |
| سرپيچ استارت مهتابی | ٣١٢٠١٤١٦ |
| سر پيچ مهتابی | ٣١٢٠١٤١٧ |
| سر پيچ ديواری | ٣١٢٠١٤١٩ |
| سر پيچ لوستر | ٣١٢٠١٤١٨ |
شماره تعرفه گمركی
طبق اطلاعات موجود در كتاب ((آمار واردات و صادرات گمرک جمهوری اسلامی ايران)) تعرفه گمركی 8536/61/00 مربوط به “سرپيچ لامپ” بوده و نيز تعرفه گمركی مجزايی برای “دوشاخه” ثبت نشده است.
بررسی و ارائه استاندارد
استاندارد ملی
استانداد ملی دوشاخه و سرپيچ بر اساس اطلاعات اخذ شده از ((موسسه استاندارد و تحقيقات صنعتی)) به شرح زير می باشد :
- سرپيچ های با رزوه اديسون ٦٨٨
- پريز و دوشاخه برای مصارف خانگی و كنترل ٦٣٥
- سرپيچ ها و شاخص های استاندارد ٣٠٨٧
استاندارد بين المللی
استانداردهای جهانی دوشاخه و سرپيچ به قرار زير است :
- مشخصات دوشاخه و پريز برای مصارف خانگی و مشابه آن 7 – CEE
- سرپيچ های با رزوه اديسون 238 – ISO
موارد كاربرد
انواع دوشاخه و سرپيچ كالايی “نهايی” قلمداد می شوند كه مستقيما توسط مصرف كنندگان بدون هيچگونه تغييری در شكل و يا ماهيت آنها مورد استفاده قرار گيرند. كاربرد عمده اين قطعات در ساختمان سازی می باشد.
كالای جايگزين
در بيشتر مواقع عملكرد اين قطعات مهم بوده و بسيار حائز اهميت می باشد. بنابراين كالايی كه بتواند اين عملكرد را به خوبی انجام دهد و جانشين اين قطعات گردد وجود ندارد.
اهميت استراتژيک كالا
صنعت توليد دو شاخه و سرپيچ (ادوات توزيع جريان) از صنايع نسبتا جوان كشور می باشد كه در اوايل سالهای دهه ١٣٣٠ در كشورمان ايجاد شده است. اين صنعت از نظر تكنولوژی و فنی دارای پيچيدگی خاصی نمی باشد.
اين گروه ادوات شامل كليد، پريز، جعبه تقسيم، ترمينال، دوشاخه، سرپيچ و … است كه تعداد آنها متجاوز از يكصد عدد می باشد. اين ادوات در اشكال مختلف و جهت مصارف گوناگون طراحی، ساخت و بكار برده می شوند كه دو گروه عمده اين وسايل ادوات خانگی و ديگری ادوات صنعتی می باشد.
كشورهای عمده توليدكننده و مصرف كننده محصول
دوشاخه و سرپيچ در ساختمان سازی بكار رفته و در ضمن فرآيند توليد اين قطعات پيچيده نبوده و بسيار آسان می باشد. به همين دليل تجار تمايلی به واردات اين محصول نداشته و كلا تبادلات جهانی آن از رونق چندانی برخوردار نيست. به عبارت ديگر اكثر كشورها نياز خود را از طريق توليدكنندگان داخلی تامين می كنند.
روشهای مختلف توليد و انتخاب روش بهينه
قالب زنی اين تركيبات معمولا بر اساس سه روش متداول به شرح زير انجام می شود :
1. قالب زنی ساده
در اين روش ترموست به درون قالب ريخته می شود. با بسته شدن قالب و تحت فشار قرار گرفتن و نيز گرم شدن آن، مواد ترموست نرم شده و فضای داخل قالب را پر می كنند. در همين حين واكنش های شيميایی صورت گرفته و زنجيرهای مولكولی اتصال شبكه ای برقرار می كنند. بعد از اين كه واكنش ها كامل گرديد و قطعه به اندازه كافی سخت شد، پرس باز شده و قطعه توسط اپراتور بيرون آورده می شود.
2. قالب زنی فشاری انتقالی
اين روش ماند قالب گيری فشاری ساده بوده با اين تفاوت كه به جای گرم شدن مواد در خود محفظه شكل دهی، در يک محفظه جداگانه فشرده و گرم می شوند. يک استوانه كه بصورت سنباده عمل می كند وظيفه فشردن مواد را بر عهده دارد. اين سنباده به صفحات پرس متصل می شود.
با پايين آمدن صفحات پرس قالب بسته شده و سپس با فشار، موادی را كه نرم شده به محفظه های اصلی قالب وارد می كند. هنگاميكه ترموست ها به سرعت از درون راهگاههای قالب عبور نموده و محل های ورودی قالب را كه بسيار كوچكند پشت سر می گذارند، انرژی مكانيكی آنها به گرما تبديل می شود.
اين حوادث پخت را سريع نموده و چرخه عمل را كوتاه می نمايد. گاهی اوقات به علت طراحی غلط راهگاهها مواد بيش از حد گرم می شوند و در نتيجه هنگام بسته شدن قالب و حرارت دهی كامل، قطعه دچار سوختگی خواهد شد. سرعت توليد قطعه در اين روش متوسط است و در موارديكه تيراژ توليد خيلی بالا نباشد مورد استفاده قرار می گيرد.
3. قالب زنی تزريقی
عمده ترين فرآيند براي توليد قطعات پلاستيكی در شكلهای پيچيده “قالب زنی تزريقی” است كه يک فرآيند مداوم می باشد. اين روش فرآيند ساده ای است كه در آن گرانول های سرد پلاستيک در داخل محفظه ای ريخته شده و حرارت داده می شوند تا نرم يا ذوب شوند.
سپس اين مذاب توسط پيستون و يا مارپيچ به داخل قالب تزريق گرديده و داخل حفره قالب سرد می شود. فشار اعمال شده به پليمر مذاب برای تزريق در قالب زمانی كه قالب كاملا پر شده و سرمايش كافی نيز انجام نشده باشد اعمال می گردد، تا از تشكيل حباب (در اثر خلاء) و يا چروک خوردگی و در هم پيچيدن غير طبيعی قطعه قالب زده شده جلوگيری شود.
هر چند قالب گيری تزريقی اصولی ساده دارد اما قالب گيری ترموست ها از حساسيت بالايی برخوردار است به نحوی كه با كوچكترين اشتباه در بكار انداختن دستگاه ها، ضررهای جبران ناپذيری به دستگاه وارد می شود. اين حساسيت ناشی از ماهيت ترموست بودن اين نوع پلاستيک است.
لذا جهت جلوگيری از شبكه ای شدن پليمريزاسيون در محفظه تزريق لازم است كه دمای اين قسمت كاملا تحت كنترل باشد تا بدين ترتيب وقفه ای در امر توليد حاصل نشود. لزوم كنترل دقيق دما و فشار در اين دستگاه ها باعث شده است كه در مقايسه با دستگاه های تزريقی مواد ترموپلاست هزينه بالاتری داشته باشند.
در قالب گيری تزريقی ترموست ها می توان قطعات پيچيده (از نظر شكل ظاهری) را با بكار گيری قالب های مناسب توليد نمود. همچنين به دليل ذوب كامل مواد ترموست در داخل محفظه، محصول توليدی يكنواخت تر بوده و دارای استحكام بيشتری می باشد.
در اين روش سرعت توليد قطعات بالا می باشد و در موارديكه ظرفيت توليد بالا مورد نظر است لزوم بكارگيری آنها افزايش می يابد. در اين واحد با توجه به ظرفيت توليد و دقت كار، روش ” قالب زنی فشاری ساده ” انتخاب می گردد.
مواد اوليه مورد نياز و محل تامين
از ورق برنج با ضخامت های مختلف برای ساخت كنتاكت وسط و كناری اتصال لامپ و نيز كنتاكت دوشاخه استفاده می شود. برای ساخت مهره اتصال سرپيچ، مفتول آلومينيومی و همچنين برای ساخت ميله هادی دوشاخه، مفتول برنجی بكار می رود.