طرح توجیهی تولید اگزوز خودرو

محصول مورد بررسی این طرح توجیهی اگزوز خودرو می باشد که یکی از اجزاء فراگیر در کلیه خودروها بوده و وظیفه انتقال گازهای خروجی از خودرو را دارد. اگزوز یکی از اجزاء خودرو می باشد که عملکرد آن هدایت گازهای خروجی حاصل از احتراق داخلی موتور خودرو است. اگزوز دارای دو وظیفه بسیار مهم دیگر نیز می باشد.
اولین وظیفه این قطعه علاوه بر انتقال گازهای خروجی که قبلا ذکر شده تصفیه و کم کردن ذرات معلق موجود در این گازها پس از عبور از مخازن و فیلتر های نصب شده بر روی اگزوز است توجه به این نکته ضروریست که این مخازن و فیلترهای نصب شده بر روی اگزوز توانایی کاهش آلاینده ها را تا 80% دارند از اینرو با توجه به این که در حال حاضر یکی از مهمترین مشکلات فراروی انسانها مسائل زیست محیطی و افزایش گازهای گلخانه ای از جمله گاز Co2 است که مهمترین ماده خروجی از اگزوز خودرو می باشد بنابراین طراحی و نصب صحیح اگزوز بسیار ضروری و مهم می باشد.
دومین وظیفه بسیار اگزوز خودرو که کمتر به آن توجه می شود کاهش آلودگی صوتی می باشد که این وظیفه نیز توسط منبع انبساط که در مجموعه اگزوز نصب شده است انجام می پذیرد ، شایان ذکر است که در صورت عدم کاهش صدای خروجی حاصل از عملکرد و احتراق موتور عملا از این وسیله نقلیه به دلیل صدای بسیار گوش خراش و نیز خطرناک نمی توان استفاده نمود.
نحوه کاهش صدای خروجی نیز بر اساس برخورد فرکانس های خروجی از موتور خورو در منبع انبساط به یکدیگر از یک مسیر رفت و برگشتی بین دو دیواره منبع انبساط بنا شده است. جهت کاهش آلایندگی گازهای خروجی از اگزوز خودرو نیز مبدل های کاتالیستی استفاده می شود عمده گازهای خروجی از موتور عبارتند از:
مونوکسیدکربن (Co): گازی سمی، بی بو، بی رنگ و به شدت خطرناک است. هیدروکربن ها (CnHn): این ترکیبات معمولا از باقیمانده سوختی که در عملیات احتراق مصرف نشده است و بخار می شود تولید می گردد و در معرض نور خورشید اکسیدانها تجزیه شده و با اکسید نیتروژن واکنش می دهند و تاثیرات بسیار مخربی بر لایه ازن دارند.
اکسیدهای نیتروژن (Non): این ترکیبات سبب ساز پدیده های مه دود و باران های اسیدی می باشند.
جهت کاهش و ایجاد تغییرات شیمیایی در آلاینده های فوق از مبدل های کاتاسیتی فلزی و یا سرامیکی استفاده می شود که هسته اصلی آنها بر مبنای فلز و یا سرامیک صنعتی بوده و از لایه های بسیار نازک فلزات گرانبها (پلاتین، رودیوم یا پالادیوم) توسط یک لایه واسط بر سطح مجراهای این هسته ها پوشانده می شوند این مواد آلاینده های فوق الذکر را به ترکیباتی همچون آب، دی اکسید کربن و N2 تبدیل می نمایند.
علی الرغم استفاده از مبدل ها، کاهش آلاینده های خروجی خودرو 100% نیست بنابراین در کشورهای مختلف استانداردهایی برای این منظور در صنایع خودرو سازی وضع می گردد. بنابراین طراحی و ساخت این قطعه که نقش بسیار مهمی در عملکرد خودرو دارد بسیار ضروریست پروژه حاضر به منظور احداث واحد تولید انواع اگزوز خودرو بر اساس تکنولوژی روز دنیا انجام شده است.
کد isic اگزوز خودرو
این محصول تحت شماره 34301128 و شماره 34301129 در دسته بندی کدهای معرفی آیسیک نسخه 3 با نام مجموعه اگزوز و اجزاء اگزوز دسته بندی شده اند.
شماره تعرفه گمرکی
اگزوز خودرو در کتاب مقررات صادرات و واردات سال 1385 تحت شماره تعرفه گمرکی 870892 با نام انباره اگزوز و لوله های اگزوز با حقوق گمرکی 4 و سود بازرگانی 21 طبقه بندی شده است.
شرایط واردات
با مراجعه به کتاب مقررات واردات و صادرات وزارت بازرگانی، نتیجه گیري شده است که محدودیت خاصی براي واردات قطعات صنعتی وجود ندارد و با توجه به اینکه قطعات مورد مطالعه نیز در فهرست قطعات صنعتی خودرو و غیره طبقه بندي می شود از اینرو مشمول این عدم محدودیت واقع می گردد.
 و از اینرو کلیه واردکنندگان می توانند به هر تعداد اقدام به وارد سازي این قطعات بنمایند. همانگونه که ذکر شد مطابق مقررات منتشر شده از سوي وزارت بازرگانی، هیچگونه محدودیت قانونی برای وارد سازی قطعات صنعتی وجود ندارد، لیکن لازم است به مورد بسیار مهم زیر توجه شود.
و از اینرو کلیه واردکنندگان می توانند به هر تعداد اقدام به وارد سازي این قطعات بنمایند. همانگونه که ذکر شد مطابق مقررات منتشر شده از سوي وزارت بازرگانی، هیچگونه محدودیت قانونی برای وارد سازی قطعات صنعتی وجود ندارد، لیکن لازم است به مورد بسیار مهم زیر توجه شود.
1- بازار قطعات خودرو در کشورمان به سه گروه OEM – OES و AM تقسیم میگردد و شرایط خرید این گروه ها به صورت زیر است.
بازار OEM
در این بازار به طور کامل قطعات از داخل کشور تهیه میشود و از اینرو در صورتی که امکان ساخت داخل براي قطعه اي موجود نباشد. خودروساز خود رأساً اقدام به وارد سازی قطعه مورد نیاز می نماید. از اینرو واردات توسط غیر و فروش آن به خودروساز اتفاق نمی افتد (خودروساز قطعات وارداتی را خرید نمیکند)
بازار OES
شرایط این بازار نیز مشابه شرایط عنوان شده براي بازار OEM است با این تفاوت که این بازار متعلق به خدمات پس از فروش خودرو می باشد.
بازار AM
در این بازار شرایط رقابتی برقرار است. از اینرو در صورتی که قطعات وارداتی قابلیت رقابت به لحاظ کیفی و قیمت به موارد مشابه داخلی را داشته باشند، امکان واردات وجود خواهد داشت در واقع این بازار مربوط به فروشگاههاي سطح کشور و همچنین تعمیرگاه هاي عمومی و آزاد میباشد که ارتباط خاصی با خودرو سازان ندارند.
با توجه به مطالب ذکر شده ، مشاهده میگردد که امکان واردات و فروش قطعات در بازار OEM و OES براي غیر خودرو ساز وجود ندارد و تنها در بازار AM امکان واردسازی قطعه آن هم در صورت وجود مزیت رقابتی امکانپذیر می باشد.
2- اگزوز خودرو در گروه قطعات کند مصرف خودرو طبقه بندي میگردند، از اینرو مصرف آن در بازار خدمات پس از فروش بسیار پایین تر از بازار خودرو سازان است بطوریکه بخش قریب به اتفاق این قطعات در بازار OEM مصرف می شود و از اینرو میزان واردات نیز در سطح پائین خواهد بود.
با توجه به مطالب ذکر شده، قابل نتیجه گیری است که علیرغم نبود محدودیت برای واردات، عملاً واردات این قطعات امکان ناپذیر و یا در سطح بسیار پایین اتفاق می افتد و عمدتا توسط شرکت های خودرو ساز برای تولید محصول در بازار OEM مورد استفاده قرار می گیرد.
موارد مصرف و کاربرد
از آنجاکه هر وسیله نقلیه موتوري باید مجهز به قطعه اي به منظور انتقال تخلیه گازهاي حاصل از احتراق موتور به خارج (لوله اگزوز) و وسیله اي براي کاهش صدا یا منبع انبساط اگزوز باشد از اینرو محصول تولیدي نیز داراي هر دو قطعه لازم جهت خروج گازهاي خروجی موتور و نیز منبع انبساط براي کاهش صداي خروجی از موتور می باشد.
این محصول جزء کالاهاي واسطه تولید خودرو بوده و تقریبا در تمامی خودروهاي امروزي استفاده می گردند. یکی دیگر از کاربردهاي اگزوز که به آن افزوده شده است استفاده از مبدل هاي کاتالیستی می باشد. میلیونها خودروي در حال کار منبع بالقوه اي براي ایجاد آلودگی هوا هستند.
خودروسازان براي کاهش آلودگی ناشی از عملکرد خودروها وسیله اي مخصوص موسوم به مبدل کاتالیستی طراحی کرده اند که گازهاي خروجی حاصل از احتراق در موتور از این مبدل عبور کرده و به سبب واکنش هاي شیمیایی که در آن انجام می گیرد میزان قابل توجهی از آلاینده هاي ناشی از احتراق را کاهش می دهند با این وجود این کار بصورت 100% انجام نمی پذیرد.
از اینرو بسته به کشور و مناطق مختلف سطح قابل قبول براي آلاینده هاي خروجی از موتور خودروها متفاوت است. از اینرو مهمترین موارد کاربرد و مصرف اگزوز خودرو انتقال گازهاي خروجی از موتور، کاهش صداي کارکرد موتور از احتراق داخلی و نیز کاهش آلاینده هاي زیست محیطی می باشد.
بررسی کالاهای جایگزین
با توجه به نوع عملکرد این وسیله در خودرو و وسائل نقلیـه و توجـه بـه ایـن مطلـب کـه ایـن محصول یک کالاي واسطه اي در تولید خودرو می باشد از اینرو هیچ وسیله دیگـري در حـال حاضر نمی تواند وظیفه اگزوز را در انتقال گازهاي خروجی ایفـا کنـد بنـابراین ایـن محـصول هیچ کالاي جایگزینی در حال حاضر ندارد. در حال حاضر تحقیقات بسیار زیادي جهـت تغییـر کارکرد اگزوز در حال انجام است که تقریبا تمـامی آنهـا بـراي کـاهش اثـرات مخـرب زیـست محیطی گازهاي خروجی میباشد.
 یکی از این تحقیقات بـر پایـه تغییـر شـیمیایی ایـن گازهـا و تبدیل آنها به آب و مواد بی خطر انجام گرفته است لیکن بـه دلیـل اینکـه تبـدیل یـک محـصول تحقیقاتی به تولید صنعتی مستلزم صرف وقت و هزینـه بـسیار زیـاد اسـت بنـابراین در حـال حاضر هیچگونه کالاي جانشینی براي این محصول وجود ندارد.
یکی از این تحقیقات بـر پایـه تغییـر شـیمیایی ایـن گازهـا و تبدیل آنها به آب و مواد بی خطر انجام گرفته است لیکن بـه دلیـل اینکـه تبـدیل یـک محـصول تحقیقاتی به تولید صنعتی مستلزم صرف وقت و هزینـه بـسیار زیـاد اسـت بنـابراین در حـال حاضر هیچگونه کالاي جانشینی براي این محصول وجود ندارد.
بررسی اهمیت استراتژیکی کالا در دنیای امروز
در کشور ما توسعه صنعت خودرو از سال 1371 شروع شده و سیاست هاي دولت در گسترش این صنعت و کسب سهم از بازار جهانی می باشد. توسعه صنعت خودرو سبب توسعه صنعت قطعه سازي در کشور شده است بطوریکه هم اکنون حدود 1700 قطعه ساز در کشور فعالیت می نمایند.
صنعت خودرو حدود چهار درصد و صنعت قطعه سازي 5/2 درصد از تولید ناخالص داخلی (GNP) کشور را تشکیل می دهند و در این میان قطعات کند مصرف خودرو که محصول مورد مطالعه نیز در آن خانواده قرار دارد ، به لحاظ تکنولوژیکی از اهمیت بالائی در قطعه سازي برخوردار می باشند.
توسعه صادرات از دیگر سیاست هاي دولت است که قطعات خودرو نیز با توجه به ارزش افزوده بالا میتواند جزء محصولات صادراتی قرار گیرد. نگاه ویژه مسئولین به صادرات قطعات خودرو، ایجاد ستاد ویژه توسعه صادرات این قطعات در سازمان توسعه تجارت ایران و بسیاري از موارد دیگر، نشان از وجود حرکتی عظیم در توسعه تولید و صادرات قطعات خودرو می باشد.
بنابراین می توان گفت که هر چند قطعات خودرو در ردیف کالاهاي اساسی و استراتژیک قرار ندارند ولی این قطعات در ردیف کالاهاي مهم و حساس کشور قرار دارند. محصول مورد مطالعه نیز جزء مجموعه قطعات خودرو محسوب می شود ، از اینرو اهمیت استراتژیک آن نیز در ردیف صنایع و بازار خودرو طبقه بندی میگردد.
معرفی شرایط صادرات اگزوز
قطعه مورد مطالعه طرح حاضر، مجموعه اگزوز می باشد که در صـنعت خودروسـازي کـاربرد خواهد داشت از اینرو با توجه به اینکه در امر صادرات یک کـالا، معمـولاً حجـم صـادرات یکـی از عوامل تعیین قیمت تمام شده کالا در مقصد محسوب میگردد از اینـرو در اینجـا تنهـا بـه شـرایط صادرات قطعات صنعت خودرو توجه شده و از زوایای مختلـف امکـان صـادرات مـورد بررسـی قرار گرفته است.
1- برخورداری از مزیت رقابتی به لحاظ قیمت
2- برخورداری سازنده از برند معتبر
3- برخورداری از مزیت رقابتی به لحاظ کیفیت
4- مقررات دولتی
با توجه به مـوارد فـوق توجـه بـه ایـن نکتـه ضروریـست کـه ایـن محـصول از نظـر گمـرك جمهوري اسلامی ایران جـزء کالاهـاي مجـاز جهـت صـادرات مـی باشـد بـا ایـن حـال جهـت صادرات قطعات خودرو باید به این نکته توجه کـرد کـه بـا توجـه بـه ایـن کـه خودروسـازان ایرانی مدت زمان بسیار کوتاهیست که در بازارهاي جهـانی بـه صـورت صـادرات خـودروي کامل فعالیت می کنند.
از اینرو در حال حاضر صادرات قطعات یدکی خودروهاي صادراتی بـه دلیلـی مـدت زمـان انـدك حـضور در بـازار هـدف و همچنـین حمایـت بـازار قطعـات یـدکی خودروهاي مزبور توسط خود شرکت خودروساز به هیچ عنـوان توجیـه پـذیر نمـی باشـد از اینرو در صورتی که هـدف صـادراتی بـراي محـصول اگـزوز خـودرو در نظـر گرفتـه شـود بایستی با بررسی خودروهاي موجود در بازار هدف و نیاز آنها تولیدات انجام پذیرد تـا بـازار مناسبی جهت صادرات این محصول ایجاد گردد.
ضـمنا در حـال حاضـر بـا توجـه بـه وجـود کشورهاي عراق و افغانستان که فاقد زیر ساختهاي اقتصادي و صنعتی مناسـب جهـت تولیـد می باشند و حمایت هاي بسیار خوبی که از طریق دولت جهت سرمایه گـذاري و صـادرات بـه این کشورها صورت می پذیرد از اینرو با بررسـی بـازار خودروهـاي در حـال تـردد در ایـن کشورها و با تحقیق در مورد نیاز این بازار به قطعات یدکی می تـوان چـشم انـداز مناسـبی را براي ورود به این بازارها پیش بینی نمود.
بررسی اجمالی تکنولوژی و روش تولید محصول در کشور و مقایسه آن با دیگر کشورها
ارزیابی روشهای مختلف تولید براي یک محصول از طریق ابعاد، مشخصات و جنس مواد اولیه قطعات تشکیل دهنده آن صورت می گیرد. در مورد اگزوز به تناسب ساختار قطعات آن که از ورق و لوله ساخته میشوند مراحل کلی برش، سوراخ کاري، خم کاري، نورد و جوشکاري را می توان به عنوان فرآیندهاي تولید و تنها روش تولید آن نام برد.
براي مثال در اولین مرحله براي تولید مخازن انباره از فرایند برش ورق استفاده می شود و بدیهی است که تنها روش برش ورق براي تولید قطعات با ابعاد منتظم بهره گیري از قیچی می باشد و به لحاظ تعداد قطعات نیازمند این فرآیند، از قیچی گیوتین استفاده می شود به همین صورت در مرحله بعدي نیز با توجه به نوع فرآیند ، تنها بهره گیري از ماشین آلات و توانایی آنها ملاك می باشد.
از نکات دیگر در این زمینه تعیین و تخصیص ماشین آلات خاص، عمومی و یا با درجه اتوماسیون بالا می باشد که به دلیل انعطاف پذیري بالاي خط تولید در جهت امکان تولید انواع اگزوز خودروها، در نظر گرفتن ماشین آلات و تجهیزات عمومی مناسب تر است. لازم به توضیح است که براي عملیات مونتاژ قطعات از فرآیندهای درز کوبی، پرس کاری، جوش مقاومتی و جوش برق استفاده می شود و در مجموعه ها امکان به کار گیري و روش هاي دیگر در تولید اگزوز وجود ندارد تنها تعیین نوع ماشین آلات می توان روش فرآیند را مشخص کند.
تشریح جامع فرآیند منتخب
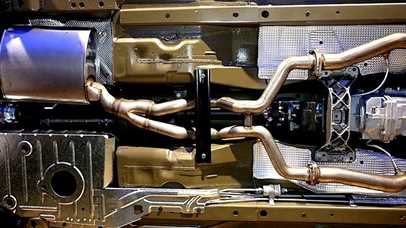
مجموعه اگزوز خودرو از سه قسمت مجزاي لوله جدا، انباره وسط و انباره عقب تشکیل یافته است و در تولید انباره ها به دلیل قرار داشتن در معرض فشار و درجه حرارت بالا که موجب خوردگی آنها می شود استفاده از ورق آلمونایز (فولاد آلیاژی با نسبت موثر ترکیب آلومینیوم) مناسب می باشد اما به لحاظ وارداتی بودن این نوع ورق و هزینه هاي بالاي تهیه آن، از ورق فولاد روغنی و گالوانیزه استفاده می شود.
همانطور که اشاره شد فرآیند تولید اگزوز در برش، سوراخ کاري، خم کاري و جوش کاري خلاصه می شود. فرآیند تولید دو انباره تقریبا مشابه یکدیگر بوده اما به لحاظ تمایز قطعات و تفاوت جزئی در فرآیند تولید هر یک به طور مجزا بررسی می گردند همچنین لوله جدا که از لوله ساخته می شود و فرآیند آن شامل برش، خمکاری و جوش کاري می باشد نیز بطور جداگانه توضیح داده می شود.
پس از تولید قطعات هر قسمت فرآیند مونتاژ بر روي آنها صورت می گیرد تا محصول کامل به دست آید که در هر قسمت پس از شرح فرآیند تولید به عملیات مونتاژ و تجهیزات مورد نیاز آن نیز اشاره خواهد شد.
بدنه انباره عقب
این قطعه از ورق37-St روغنی به ضخامت 1 میلیمتر ساخته می شود ولی مناسب ترین نوع ورق، ورق آلمونایز است که مقاوم در برابر خوردگی و اثرات ناشی از ترکیبات گازهاي خروجی از اگزوز می باشد که به جهت وارداتی بودن آن امکان استفاده از آن به سادگی مقدور نمی باشد.
از انواع دیگر ورق هایی که امکان استفاده آنها در اگزوز وجود دارند ورق گالوانیزه می باشد که بسته به نوع سفارش قابل تامین هستند. ترتیب عملیات در بدنه انباره عقب اگزوز بدین صورت است که ابتدا ورق توسط قیچی هیدرولیک به نوارهایی به عرض مورد نظر (عرض گسترش یافته استوانه) بریده می شود.
سپس نوارهاي بریده شده از طول به فواصل مورد نظر (طول گسترش یافته استوانه) برش می خورند پس از آن با استفاده از خم کن دستی دو لبه عرض ورق به عرض 6-4 میلیمتر جهت عملیات درزکوبی روي هم خم می شوند و پس از آن قطعات بریده شده توسط قیچی ، در دستگاه نورد غلطکی برقی به شکل استوانه (رول) تبدیل خواهد شد.

پس از درز کوبی به جهت این که از محکم شدن اتصال اطمینان بیشتري حاصل گردد به وسیله دستگاه نقطه جوش از 6 نقطه آن را جوش مقاومتی می دهند. فرآیند عملیات این قطعه تا همین مرحله می باشد و از این پس عملیات مونتاژ قطعات دیگر روي آن انجام می پذیرد.
شبکه انباره عقب
این قطعه معمولا از جنس انباره می باشد که شرح فرآیند آن بدین صورت است: ابتدا ورق توسط قیچی گیوتین برش زده میشود. قطعات بریده شده جهت مشبک شدن (سوراخکاري) به قسمت پرس کاري منتقل می شوند.
پرس مورد استفاده از نوع ضربه اي می باشد ، تعداد سوراخکاري شبکه براي هر انباره متغیر بوده و ازاینرو قالب هاي سنبه و ماتریس را به گونه اي انتخاب می کنند که براي انواع مختلف شبکه هاي اگزوز قابل استفاده باشد از اینرو در این طرح قالب سنبه ماتریس با تعداد سوراخ 61 عدد در نظر گرفته می شود.
(در سه ردیف 20-21-20 عددی) قطر سوراخ ها سه تا چهار میلی متر است و بسته به طول مشبک سازي تعداد قطعات سنبه زنی تغییر می یابد که براي شبکه انباره عقب عموم خودروها تقریبا 6 تا 8 ضربه کفایت می کند پس از مشبک شدن ورق، می بایستی آن را به شکل رول (استوانه) تبدیل نمود براي این کار از دستگاه نورد غلطکی برقی استفاده می شود.
و این دستگاه داراي سه غلطک استوانه اي بوده که نیروي حرکتی آن از طریق الکترو موتور تامین می گردد. سپس از چند نقطه از محل روي هم قرار گرفتن لبه هاي ورق، اتصال ثابت به وسیله دستگاه جوش مقاومتی صورت می گیرد. دستگاه جوش مقاومتی مورد استفاده داراي دو فک ( یکی ثابت و دیگري متحرك) است معمولا فک بالایی متحرك بوده که حرکت آن از طریق فشار پا بر روي پدال صورت میگیرد. هنگامی که دو فک ثابت و متحرك طرفین ورق رول شده را در بر می گیرد، جریان با ولتاژ پایین و آمپر بالا سبب ذوب شدن موضعی در نقطه اتصال می گردد.
درب انباره عقب
از این قطعه دو عدد در انباره عقب اگزوز مورد استفاده قرار می گیرد و جنس آن از ورق روغنی 37-St با ضخامت 1 میلیمتر می باشد که ترتیب فرآیند آن به شرح زیر می باشد. ابتدا ورق توسط گیوتین برش داده می شود. مقدار مورد نیاز ورق در هر قطعه به شکل دایره می باشد، بدین ترتیب نوار ورق در زیر پرس ضربه اي قرار گرفته و پرس به کمک قالب برش و کشش توام، در هر ضرب یک قطعه تشتکی شکل را از ورق جدا می کند لازم به توضیح است عمق کشش در مقایسه با قطر گرده ناچیز بوده و با پرس ضربه اي در یک قالب امکان برش و کشش به راحتی مقدور می باشد.
این قطعه پس از هر ضربه پرس توسط سیستم پران، از قالب خارج می شود و براي انجام عملیات سوراخ کاري به ایستگاه بعدي منتقل می شود و در این مرحله در کف قطعه تشتکی شکل سوراخی به منظور عبور لوله اگزوز ایجاد می گردد براي این منظور از روش پرس کاري و با کمک قالب هاي سنبه ماتریس استفاده می شود از آنجائیکه پرده انباره وسط نیز داراي 2 یا 3 سوراخ به همین قطر می باشد و نیز ابعاد براي انباره اتومبیل هاي مختلف متفاوت است از اینرو ظرفیت پرس منتخب حداکثر 25 تن قابل تخمین می باشد.
لوله های انبار عقب (قسمت جلو و عقب)
این لوله ها با دو طول عمدتا متفاوت براي لوله جلو و لوله عقب مورد نیاز می باشند. ضخامت این لوله ها بین 2/1 تا 8/1 میلیمتر با مشخصه 42-St می باشد که در این طرح با ضخامت 2/1 مدنظر است بدین منظور لوله ها توسط اره لنگ بریده می شود با این دستگاه می توان تعدادي لوله را با یکدیگر و به طور همزمان بروي دستگاه بست و عملیات برش را انجام داد این دستگاه در مقایسه با اره دیسکی نیاز به نیروي فشاري وارده از سوي اپراتور نخواهد داشت و نیروي وزن اره جهت فشار برش کفایت می کند.
پس از برش لوله ها یک سري عملیات خم کاري و پرس کاري روي آنها صورت می گیرد. خم کاري بایستی در هر لوله انجام پذیرد که این عمل توسط خم کن هاي هیدرولیکی با استفاده از سنبه قرقره اي و بستر U شکل انجام می شود اما براي لوله قسمت جلو عملیات چاك زدن چهار طرف محیط یک سر به وسیله پرس ضربه اي 25 تن انجام می شود همچنین لوله جلوي انباره عقب یک مرحله گشاد کردن نیز خواهد داشت.
طی این عملیات قطر داخلی یک سر این لوله حدود 4 سانتی متر از طول گشاد خواهد شد. ماشین مورد استفاده در این فرآیند پرس هیدرولیک 25 تن می باشد بدین ترتیب لبه لوله را بر روي فک دستگاه مستقر نموده و با اعمال نیرو توسط پرس فک ها شروع به باز شدن می نمایند.
مونتاژ قطعات انباره عقب
پس از این که هر یک از قطعات ساخته شدند می بایستی در یک مجموعه روي هم مونتاژ گردند. اولین مرحله مونتاژ انباره عقب مربوط به درب منبع می باشد بدین ترتیب که درب عقب انباره با شبکه به وسیله دستگاه جوش قوس الکتریکی به صورت خال جوش اتصال می یابد (در اتومبیل هاي سنگین و بیابانی به منظور تقویت اتصال از قطعات واسطه اي ورق به صورت L شکل استفاده می شود)
سپس جهت اتصال درب هاي منبع به بدنه انباره درب ها را در طرفین بدنه قرار داده و در بین فک هاي دستگاه پرس قرار می دهند و پس از بستن قطعه به دستگاه، طی یک حرکت دورانی (با دور تقریبی بین 200 -1500 دور در دقیقه) با نزدیک شدن غلطک رفته رفته لبه درب منبع روي لبه بدنه پیچیده خواهد شد. لازم به ذکر است که اتصال پشم شیشه در هنگام فتیله پیچ کردن دو سر منبع صورت می گیرد.
پس از اتصال درب هاي اگزوز منبع، مجموعه حاصل به قسمت جوش کاري منتقل میشود تا لوله هاي جلو و عقب انباره به آن جوش داده شوند. جوش کاري توسط دستگاههاي جوش برقی با گاز محافظ Co2 صورت میگیرد. در مرحله پایانی اگزوزهاي غیر از جنس ورق گالوانیزه را جهت رنگ پاشی به سالن رنگ منتقل نموده و اپراتور (نقاش) به وسیله پیستوله بادي، اگزوزها را که روي واگن حمل سوار می باشند را رنگ آمیزي می کند.
بدنه انبار وسط
شکل این انباره به دو صورت بیضی و کتابی میباشد که در این قسمت به تولید انباره بیضی شکل اشاره خواهد شد، از آنجا که این دو نمونه تفاوت چندانی از جهت فرآیند ساخت با یکدیگر ندارند از اینرو شرح فرآیند مذکور براي هر دو مورد صادق است. این انباره از انواع مختلف ورق هاي ذکر شده در ساخت انباره عقب قابل تولید می باشد.
لیکن ورق مورد نظر در این طرح از نوع فولاد روغنی 37-St با ضخامت یک میلیمتر بوده که این ورق به وسیله قیچی گیوتین به اندازه مورد نظر بریده می شود . سپس توسط خم کن اهرمی لبه هاي عرض ورق به اندازه 4 میلی متر بیش از 90 درجه خم کاري می شود و سپس اپراتور توسط خم کن دستی با بسته دوار، خم کاري دو طرف را (به شکل نیم دایره) انجام می دهد.
در آن دسته از انباره هاي وسط که مقطع آنها به شکل بیضی می باشد اینکار توسط نورد بیضی کن انجام می شود. سپس طرفین قطعه به وسیله نورد لب برگردان، لبه زنی (با زاویه 90 درجه) می شود. پس از آن لبه هاي خم شده روي هم قرار گرفته و توسط چکش پنوماتیکی درزکوبی می شوند.
سپس براي رسیدن به استحکام بیشتر توسط دستگاه جوش مقاومتی، چند نقطه در طول درز نقطه جوش می شود بعد از این مرحله به جهت اینکه شکل بیضی (یا کتابی) آن یکنواخت گردد عملیات کشش بوسیله جک هیدرولیکی بر روي آن انجام می گیرد.
محافظ پشم سنگ
جنس این قطعه از ورق 37-St با ضخامت 1 میلی متر می باشد و وظیفه آن ضمن ایجاد فاصله مجاز بین دو پرده وسط، مانعی براي جلوگیري از باز شدن پشم سنگ پیچیده شده به دور شبکه ورودي دود است.
فرآیند تولید این قطعه شامل برش و خم کاري می باشد به این صورت که ورق توسط گیوتین به نوارهایی به عرض 90 میلی متر برش زده می شود و سپس این نوارها از طول به فواصل معین بریده می شوند و پس از آن به وسیله خم کن دستی یا برش اهرمی دستی فرم مورد نظر حاصل می گردد.
بدنه انباره وسط
این قطعه به منظور طولانی کردن مسیر دود و تکیه گاه استقرار شبکه هاي ورودي و خروجی دود در نظر گرفته شده است. از این قطعه در انواع مختلف محصول بین 2 تا 4 عدد استفاده می گردد شکل این قطعه بستگی به مقطع بدنه اگزوز داشته و مانند درب اگزوز می باشد با این تفاوت که تعداد سوراخ هاي آن سه عدد و فاقد لبه می باشد.
فرآیند ساخت آن دقیقا مانند عملیات ساخت درب منبع وسط می باشد با این تفاوت که در اینجا ابتدا گردبري شده و سپس کشش (در ادامه کورس پرس) با پرس ضربه اي 63 تن انجام می شود. زیرا قطعه فاقد لبه می باشد بعد از این عملیات نوبت به برش سوراخ ها می رسد.
از آنجا که قطر لوله اگزوز براي اتومبیل ها با تعداد سیلندر بیشتر، بزرگتر می باشد براي انعطاف بیشتر و در نظر گرفتن تولید انواع اگزوز خودرو از پرس 25 تن ضربه اي استفاده می شود.
شبکه انباره وسط
جنس این شبکه از ورق فولاد روغنی 37 -St به ضخامت 1 میلیمتر می باشد و به تعداد دو عدد از آن در انبار وسط استفاده می شود. فرآیند تولید و ابعاد آن دقیقا مانند شبکه انباره عقب می باشد
درب انباره وسط
فرآیند ساخت درب انباره وسط دقیقا مشابه فرآیند تولید درب انباره عقب اگزوز می باشد لیکن شکل ظاهري آن به صورت بیضی یا کتابی است . ورق مورد استفاده 37-St به ضخامت 1 میلیمتر بوده و توسط گیوتین به شکل نوارهایی با عرض مشخص بریده می شود این نوار به زیر پرس ضربه اي هدایت می شود و عملیات کشش و برش همزمان بر روي آن انجام می گیرد. که مقدار عمق کشش در حدود 5 میلی متر است.
با توجه به عملیات برش و کشش جهت تولید قطعات منبع انواع مختلف اگزوز، پرس 63 تن ضربه اي در نظر گرفته شده است از اینرو به راحتی می توان پاسخگوي نیروي مورد نیاز کشش و برش (گردبري) درب انباره وسط به طور همزمان باشد. از این درب 2 عدد در انباره وسط استفاده می شود و مراحل ساخت آن مشابه درب انباره عقب می باشد.
لوله جلو و عقب انباره وسط اگزوز
فرآیند ساخت این لوله ها که براي ورود و خروج دود به کار می روند مانند فرآیند ساخت لوله هاي انباره عقب می باشد. به این منظور ابتدا لوله هاي فولادي به وسیله اره لنگ بریده می شوند سپس با استفاده از خم کن لوله با قالب V شکل عملیات خمکاري لوله ها متناسب با طرح اگزوز خودرو و تطابق آن با فیکسچر مناسب انجام می شود. مرحله بعدي در تولید این قطعات شامل چاك زدن یک سر لوله ها به وسیله پرس ضربه اي 25 تن می باشد تا پس از آن گشاد کردن قسمت چاك زده شده با استفاده از پرس هیدرولیکی انجام شود.
مونتاژ قطعات انباره وسط
پس از تولید قطعات انباره وسط، ابتدا عملیات زیر مونتاژ محافظ پشم سنگ، دو عدد پرده انباره وسط و دو عدد شبکه انباره وسط در یک ایستگاه به کمک فیکسچر مناسب و با استفاده از دستگاه جوش و برق به صورت جوش موضعی محل اتصال انجام می گیرد. مرحله بعدي، اتصال پشم شیشه به مجموعه فوق می باشد که به وسیله دست انجام می شود.
با اتمام دو مرحله زیر مونتاژ قطعات داخلی، عملیات درون جازدن آنها در داخل بدنه به وسیله برس هیدرولیک 25 تن صورت می گیرد. مرحله بعدي شامل جوش کاري پرده به بدنه با استفاده از نقطه جوش از 8 نقطه می باشد و پس از جوشکاري فتیله پیچ کردن یا به عبارت دیگر برگرداندن لبه انباره به بروي لبه بدنه انباره انجام خواهد شد که در این فرآیند مطابق توضیحات ارائه شده دو لبه بر روي یکدیگر پرس می شوند.
تا این مرحله تمام قطعات انباره وسط غیر از لوله ها مونتاژ شده اند، براي مونتاژ لوله ها از جوشکاري Co2 استفاده می شود و در انتها عملیات نهایی بر روي انباره وسط تکمیل شده، رنگ کاري می باشد که این مرحله دقیقا مشابه رنگ زنی انباره عقب می باشد.
تشریح فرآیند تولید لوله
لوله اگزوز وظیفه انتقال دود از مانیفولد خروجی به انباره وسط را بر عهده دارد و از دو قطعه لوله جدا و فلانج تشکیل شده است که در ادامه به فرآیند تولید هر یک اشاره می شود.
لوله جدا
فرآیند تولید و ساخت این لوله با برش به وسیله اره لنگ آغاز میشود و سپس خم کاري آن به وسیله خم کن هیدرولیکی انجام میگردد.
فلانچ
فلانچ به منظور اتصال لوله اگزوز به مانیفولد به کار می رود و از ورق فولادي به ضخامت 4 میلیمتر ساخته می شود و فرایند آن شامل برش ورق ، سوراخکاری و گردبری می باشد.
مونتاژ لوله اگزوز
مونتاژ لوله اگزوز شامل عملیات جوشکاري برق فلانج پس از قرار گرفتن لوله جدا بر روي آن می شود و در نهایت عملیات رنگ زنی لوله اگزوز انجام می گیرد.
تعیین نقاط قوت و ضعف
معیارهای مهم در تعیین سطح تکنولوژی مورد استفاده در ساخت اگزوز خودرو را میتوان به شرح زیر دسته بندی کرد:
- درجه اتوماسیون خط تولید
- کیفیت تولید
- تعداد تولید (ظرفیت)
- کیفیت و دقت عمل ماشین آلات
تکنولوژی و روش تولید اگزوز خودرو در سایر کشورها همان روشی است که در کشور ما انجام میگیرد و تاکنون روش دیگری برای این کار در نقاط دیگر جهان معرفی نشده است. آنچه که در فرایند تولید اگزوز خودرو دارای اهمیت است و حتی میتوان گفت که این عوامل کیفیت قطعه تولید شده را تشکیل داده و در کشورهای صنعتی از درجه بالاتری برخوردار می باشد موارد ذیل هستند.
کیفیت و دقت عمل قالب های مورد استفاده
کیفیت مواد اولیه مصرفی
درجه اتوماسیون تولید و مونتاژ و به طبع آن تولید محصول یکدست و دقیق ، از اینرو در این قسمت بررسی نقاط قوت و ضعف تکنولوژيهای فوق الذکر آورده خواهد شد:
| نقاط قوت و ضعف تکنولوژی معمول تولید اگزوز خودرو | ||
| شرح تکنولوژی ها | نقاط قوت | نقاط ضعف |
| تکنولوژی تمام اتوماتیک | 1- ظرفیت تولیدی بالا 2- کیفیت محصول بسیار بالا 3- قیمت تمام شده پایین 4- قابلیت حضور در بازار OE و AM 5- تنوع پذیری بالا |
1- سرمایه بـری بـالا و توجیـه پـذیری تولید صرفاً برای ظرفیتهای بالا 2- ضرورت استفاده از ظرفیـت تولیـد بالا |
| تکنولوژی نیمه اتوماتیک | 1- ظرفیت تولیدی متوسط 2- کیفیت تولیدی متوسط 3- قیمت تمام شده متوسط قابلیت حضور در بازار OE و AM خودروهای کلاس B و C 5- تنوع پذیری متوسط |
1- قیمت تمام شده بالاتر از تکنولوژی تمام اتوماتیک. 2- وجود محدودیت از طرف برخـی از بازارهای OE برای جذب محصولات. |
| تکنولوژی دستی | 1- سرمایه بری پایین 2- قابلیت حضور در بازار AM خودروهای ارزان قیمت |
1- ظرفیت تولیدی پایین 2- کیفیت تولیدی پایین 3- قیمت تمام شده بالا 4- عدم قابلیت حضور در بازار OE 5- تنوع تولید پایین |




درود خدمت شما . شرکت ما یک طرح توجیهی برای تولید انواع اگزوز برای خودرو سواری ، کامیون و اتوبوس ها لازم داریم برای بانک و تسهیلات وام لطفا شرایط همکاری و هزینه را اعلام کنید
باسلام و احترام.در خدمتیم ، لطفا برای هماهنگی بیشتر و اطلاع از هزینه طرح مدنظرتان با شماره : 1909-2842-021 ویا 09056370500 تماس حاصل فرمایید. ضمنا واتساپ سایت برروی شماره همراه ذکر شده فعال است.