طرح توجیهی تولید تامپون واگن

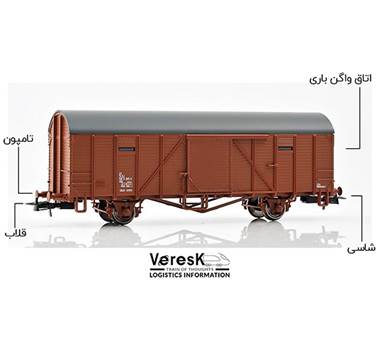
محصول مورد مطالعه طرح حاضر تولید تامپون یـا ضربه گیـر واگن هـای قطار می باشـد. که یک قطعه فولادی منعطف است که در دو انتهای واگنها نصب شده و سبب می گـردد کـه دو واگن متصل شده با یکدیگر فاصله لازم را داشته و همچنین در هنگـام حرکـت ضـربه هـای وارده از طرف واگنها به همدیگر خنثی گردند.
هر تامپون شامل بدنه اصلی و مکانیزم ضربه گیر است که از شـفت ، سـیلندر ، فنـر ، روغـن ، رینگ ها و چند قطعه دیگر تشکیل شده است. عملکرد این سیستم بدین ترتیب است کـه بـا اتـصال واگنها به همدیگر، در حین حرکت ،به همدیگر ضربه وارد می کنند و این ضربه درسـت به تامپون منتقل (نقطه اتصال واگنهای قطار ، تنها تامپونهاست) و توسـط آن دمـپ مـی گـردد. در هر واگن تعداد چهار عدد تامپون نصب می شود.
دسته بندی محصول
تامپونهـا براسـاس ظرفیـت و تناژ واگنها مـورد اسـتفاده ، دارای وزن و قدرت قابل تحمل متفاوت می باشند. تقسیم بندی هر ضربه گیر بوسیله دو معیار اصلی مشخصات فنی و نوع واگن مورد استفاده تقسیم بندی می گردند که ذیلا به آنها اشاره شده است.
مشخصات فنی
کورس حرکت و قدرت قابل تحمل ، اصلی تـرین پـارامتر شناسـایی تـامپون هـا اسـت.
نوع واگن مورد استفاده
تامپون ها برای واگن های باری ، مسافربری و لکوموتیو مورد استفاده دارد ، لـذا هـر ضـربه گیـر بر اساس مورد کاربرد نیز تقسیم بندی می گردد.
نوع واگن مورد استفاده از نظر کشور سازنده
واگنهای مورد استفاده در کشور از نوع رومانی، هندوستان، اکراین، لهستان، روسیه، آمریکا، اتریش و ایران می باشند و لذا ضـربه گیـر مورد استفاده آنها نیز متفاوت است. در طرح حاضر نظر بر اینکه به لحاظ روش تولید، مواد اولیه و مکانیزم مونتاژ و غیره در مورد کلیه انواع محصول یکسان است، لذا تمامی آنها تحت عنوان تامپون واگن نامیده شده و مطالعات پیگیری خواهد شد.
کد ISIC تامپون واگن
مطـابق طبقـه بنـدی وزارت صـنایع و معـادن، محـصولات مـورد مطالعـه دارای کـد آیـسیک 21091442 می باشند.
شماره تعرفه گمرکی
ضـربه گیـر واگن در طبقه بندی کالایی وزارت بازرگانی، دارای شماره تعرفه 86073 است.
بررسی استانداردهای موجود در مورد محصول
با مراجعه به مستندات مؤسسه استاندارد و تحقیقات صنعتی ایران، نتیجه گیری شده اسـت کـه استاندارد ملی برای تامپون واگن تدوین نشده اسـت. ولـی از طـرف راه آهـن جمهـوری اسـلامی برای ضـربه گیـر استاندارد شماره 527 – 1 -OR تدوین گردیده است.
معرفی موارد مصرف و کاربرد
همانطوری پیشتر نیز ذکر شد ضـربه گیـر قطعه ای از یک واگن به شمار می آینـد کـه در دو انتهـای آن نصب شده و جهت جلو گیری از برخورد واگنها با همدیگر و همچنین دفع ضـربات وارده به همدیگر در هنگام حرکت قطار مورد استفاده دارد. بنابراین در مجموع میتوان گفت که تنها مورد مـصرف تـامپون مـورد مطالعـه طـرح حاضـر، واگن قطار میباشد.

توضیح : واگنهای مترو بوسیله مکانیزم دیگری به همدیگر متصل می گردند و لذا تـامپون در این واگنها مصرف ندارد.
بررسی کالاهای جایگزین
ضـربه گیـر واگـن هـای قطـار، کالایی منحصر به فرد هستند که داراي هیچگونـه کـالاي جایگزین یا مشابه نمی باشند. یک واگن بدون استثناء و اجتناب ناپذیر جهت اتصال بـه واگـن دیگـر و تشکیل قطار ، نیازمند تامپون است.
بررسی اهمیت استراتژیکی کالا
اهمیت صنعت حمل و نقل ریلی برای همگان روشن است. این صنعت دارای مشخصه های ویژه است که سبب ایجاد جذابیت در امور حمل و نقل می گردد که برخی از این مزیت ها بـه شـرح زیر است :
- ظرفیت بالای حمل و نقل و امکان حمل یکجای محموله های بزرگ
- قیمت مناسب حمل در مقایسه با دیگر وسایل حمل و نقل
- امنیت بالای حمل و نقل
- کاهش آلودگیهای زیست محیطی
از اینرو با توجه به مزیتهای حمل و نقل ریلی، امروزه در کشورهای پیشرفته ایـن صنعت بسیار گسترش پیدا کرده است. در کشور ما نیز راه آهن همانند سایر کـشورها، نقـش اساسـی در توسعه صنعتی و اقتصادی کشور بر عهـده دارد و روی همـین امـر راه آهـن جمهـوری اسـلامی، طرحهاي زیادی برای توسعه این صنعت در دستور کار خـود قـرار داده اسـت و لـذا چـشم انـداز صنعت حمل و نقل ریلی کشور بسیار پر رونق ارزیابی میگردد.
لیکن مسئله دیگـر قابـل طـرح در این صنعت، اهمیت نگهداری سرمایه عظیم ماشین آلات و تجهیزات می باشد. واگنها به عنوان یکـی از تجهیزات اساسی سیستم حمل و نقل ریلی محسوب میگردند. بنابراین نگهـداری ایـن تجهیـزات اثر بسیار قابل توجهی در حفظ توان عملیاتی سیستم حمل و نقل ریلی ایفا مینمایـد و تـامپون هـا به عنوان یک قطعه اساسی از واگنها، دارای اهمیت بسیار بالا در حفـظ قابلیـت عملکـرد واگـنهـا میباشند.
تولید این قطعـات در سـالهـای اخیـر در کـشور امکـان پـذیر نبـوده و سـالانه راه آهـن جمهوری اسلامی با صرف مبالغ هنگفت ارز، اقدام به واردسازی آنهـا از خـارج کـشور مـینمـود ولی در سالهای گذشته تولید آن در کشور آغاز شده است که به نظر میرسـد بـا توسـعه تولیـد داخل، نیازمندی کشور به این قطعات کاملاً مرتفع گردد.
کشورهای عمده تولیدکننده محصول
- آمریکا
- رومانی
- روسیه
- اتریش
- اسپانیا
- چین
- سوئیس
- لهستان
کشورهای عمده مصرف کننده
تامپون در دو حوزه از صنعت حمل و نقل ریلی دارای کاربرد است.
1. کاربرد در ساخت واگن
2. کاربرد در تعمیرات و بازسازی واگن ها
بنابراین به منظور شناخت کشورهای مطرح مصرف کننده، با استفاده از اطلاعـات اداره امـور بین الملل راه آهن جمهوری اسلامی ایران به صورت زیر عمل شده است:
- چین
- هند
- روسیه
- استرالبا
- فرانسه
- اکراین
- پاکستان
- ترکیه
- اتریش
- لهستان
شرایط صادرات
بـا مراجعـه بـه کتـاب مقـررات صـادرات و واردات منتـشر شـده از سـوی وزارت بازرگـانی نتیجه گیری شده است که در مورد صـادرات تـامپون واگـن هیچگونـه شـرایط خاصـی بـه لحـاظ قانونی و مقررات وزارت بازرگـانی وجـود نـدارد، لـیکن بـه لحـاظ فنـی و رعایـت اسـتانداردهای بین المللی ذکر موارد زیر ضروری می باشد.
کیفیت محصولات تولیدی:

تامپون واگن یک قطعه حساس و تخصصی می باشـد. از اینـرو رعایـت کلیـه مـوارد فنـی در تولید آن مانند انتخاب مواد اولیه، آلیاژسازی، فورجینـگ ، ماشـین کاری، عملیـات حرارتـی، سـاخت مکانیزم دمپینگ ، سختی و سفتی سطح و موارد دیگر از جمله موضـوعاتی مـیباشـند کـه کیفیـت قطعه را تشکیل میدهند. بنابراین تولیدکننده لازم اسـت از تـوان فنـی و مهندسـی لازم برخـوردار بوده و محصولات خود را که از هر نظر مطابق با استانداردهاي جهانی لازم است تولید نماید.
سابقه قبلی تولیدکننده
علاوه بر اینکه تولیدکننده لازم است از توان فنی و مهندسـی بـالا در تولیـد برخـوردار باشـد، وجود سابقه تولید و فـروش مناسـب نیـز یکـی دیگـر از عوامـل مطـرح در انتخـاب قطعـه توسـط مشتریان است. تامپون ها همانطوری که پیشتر نیز ذکر شد، یک قطعـه حـساس در واگـن اسـت و لذا خریداران عموماً هیچگونه ریسکی را در خرید انجام نمیدهند.
رعایت استانداردهای کشور مقصد
خطوط راه آهن و فاصله بین دو ریل در جهان، از سه استاندارد عمومی آمریکـایی ، روسـی و اروپایی تبعیت میکند، به طوری کـه فاصـله دو ریـل در اسـتانداردهای فـوق بـا همـدیگر متفـاوت است. بنابراین واگن های مورد استفاده ایـن کـشورها نیـز متفـاوت اسـت. بنـابرایـن تولیدکننـده ضـربه گیـر واگـن لازم است اندازه و ابعاد و مشخصات فنی تامپون را کاملاً متناسب با اسـتانداردهای مورد استفاده کشور مقصد صادرات طراحی و تولید نمایند.
برخورداری تولیدکننده از مزیت رقابتی به لحاظ قیمت
ماده اولیه مورد استفاده در ساخت تامپون ، فولاد است و این ماده از قیمت جهانی مشخـصی برخوردار میباشد. بنابراین یکی از عوامل اصلی و مهم در قیمت گـذاری صـادراتی، قیمـت جهـانی فولاد و قیمت آن در داخل کشور مـیباشـد و لـذا صـادرکنندهای مـیتوانـد در بازارهـای جهـانی حضور داشته باشد که علاوه بر برخورداری از توان فنی و مهندسی بالا، قابلیت تـأمین فـولاد بـه قیمت مناسب را نیز داشته باشد.
کشورها و شرکتهای سازنده ماشین آلات مورد استفاده در تولید
| فهرست ماشین آلات تولید تامپون واگن | |||
| ردیف | ماشین آلات لازم | شرکت سازنده | کشور سازنده |
| 1 | کوره زنبوری با دمای °1800c | perfecto Heat | آلمان |
| 2 | کوره عملیات حرارتی فولاد به ظرفیت 3000 کیلوگرم | perfecto Heat | آلمان |
| 3 | پرس مخصوص مونتاژ تامپون با تجهیزات ثبت گراف مربوط | Okb & Poqutec | آلمان |
| 4 | ماشین سنگین تراش | Moaz | روسیه |
| 5 | ماشین تراش کاروسل | Moaz | روسیه |
| 6 | ماشین دریل | ماشین سازی تبریز | ایران |
نگاهی به روش تولید تامپون واگن
روش تولید ضـربه گیـر واگـن های قطار را میتوان در دو قسمت معرفی کرد:
قسمت اول : تولید قطعات فورج
قطعات اصلی تامپون از طریق فورج تولید می شود که شرح فرایند به صورت زیر قابل تعریف است:
انتخاب مواد اولیه:
مواد اولیه مورد استفاده در تولید تامپون را فولاد آلیاژی تشکیل میدهنـد. آنـالیز دقیـق مـواد اولیه در خصوصیات مکانیکی و فنی قطعه نهـایی بـسیار نقـش مهمـی را ایفـا مـی نمایـد از اینـرو انتخاب مواد اولیه اولین مرحله فرایند تولید محسوب میگردد.
آماده سازی مواد اولیه
برخی قطعات محصول ، نیازمند استفاده از قطعاتی با مشخصه هـای مکـانیکی خـاص هـستند که این مشخصات در مواد اولیه موجـود بـازار قابـل استحـصال نمـیباشـد. از اینـرو لازم اسـت خواص مواد اولیـه مـورد اسـتفاده از طریـق عملیـات متـالوژیکی بهبـود پیـدا نمایـد. کـربن دهـی، نیتروژنیزاسیون و موارد مشابه از عملیات بهبود خواص مکانیکی مواد اولیـه محـسوب مـیگـردد که این عملیات روی مواد اولیه مورد استفاده انجام میگیرد.

گرم کردن مواد اولیه و رساندن آن به نقطه خمیری
در عملیات فورجینـگ، مـواد اولیـه مـصرفی قطعـه تـا درجـه خمیـری بـه وسـیله کـوره هـای مخصوص عملیات آهنگری گرم شده (گداخته شده) و قطعـه جهـت عملیـات کـوبش و شـکل دهـی آماده میشود. درجه دقیق حرارت دهی مواد تـابع آلیـاژ و ترکیـب مـواد و همچنـین خـصوصیات مکانیکی مورد انتظار از قطعه نهایی می باشد.
شکل دهی قطعه گداخته توسط ضربات پرس
محور فرایند فورجینگ، شکل دهی قطعه در حالت گداختـه اسـت. در ایـن مرحلـه قطعـه سـرخ شده در قالب قرار داده شده و به وسیله ضربات پرس فورج، شکل قالب را به خـود مـیگیـرد. در این عملیات قطعه گداخته با فشار داخل قالب رانده میشود که این عمل سبب فـشرده شـدن قطعـه و همچنین ایجاد بلورهایی یکسان و همگن با اندازه کوچکتر از وضعیت اولیـه شـده کـه در نهایـت نتیجه سبب بهبود خواص مکانیکی قطعه همزمان با شکل گیری آن میگردد.
ماشینکاری قطعه فورج شده و رساندن آن به شکل و ابعاد نهایی
در بالا ذکر شد که محوریت عملیات فورج، شکل دهی آن در حالت گرم از طریق فـشار پـرس و راندن قطعـه بـا فـشار بـه داخـل قالـب مـیباشـد. در ایـن عمـل بـه علـت گداختـه بـودن قطعـه، اکسیداسیون در سطح قطعه اتفاق می افتد. از طرف دیگـر دقـت ابعـادی در عملیـات فـورج عمومـاً قابل رعایت نمیباشد و لذا از نظر ابعادی قطعه فورج شده به صورت کامل منطبق بـا ابعـاد نهـایی مورد انتظار از قطعه مطابق نقشه فنی آن نیست.
بنابراین به منظور حذف سطح اکسید شـده قطعـه و همچنین تولید قطعه با ابعاد دقیق مطابق نقشه فنـی، قطعـه فـورج شـده ماشـینکاری مـیگردنـد. عملیات ماشینکاری علاوه بر حذف اکسید سطح قطعه و ایجـاد ابعـاد بـسیار دقیـق، صـافی سـطح مورد نظر را نیز روی قطعه ایجاد نموده و آن را مناسب جهت استفاده در محل مورد نظر ماشـین مینماید.
قسمت دوم : تامین قطعات آماده
برخی از قطعات تامپون بصورت آماده خریداری شـده و روی مجموعـه آن مونتـاژ مـی گردد. این قطعات شامل فنر ، رینگ ها ، روغن و چند قطعه دیگر است. پس از آماده شدن قسمت اول و دوم ، این قسمت ها روی همـدیگر مونتـاژ شـده و در نهایـت تامپون شکل می گیرد. آخرین مرحله ساخت محصول، تست آن است که این عمل سـبب ایجـاد اطمینان در محصول تحویلی به مشتری می گردد.
مقایسه روش تولید معمول کشورمان با دیگر کشورهای جهان
تکنولوژی و روش تولید تامپون واگن در سایر کشورها همان روشی است کـه در کـشور مـا انجام میگیرد و تاکنون روش دیگری برای این کار در نقاط دیگر جهان معرفی نشده است. آنچه که در فرایند تولید محصول دارای اهمیت است و حتی میتوان گفت کـه ایـن عوامـل کیفیت قطعـه تولیـد شـده را تـشکیل داده و در کـشورهای صـنعتی از درجـه بـالاتری برخـوردار میباشد موارد ذیل هستند.
- کیفیت و دقت عمل قالبهای مورد استفاده.
- کیفیـت مـواد اولیـه مـصرفی از لحـاظ نـوع و دقـت مـواد متـشکله فـولاد (خـواص شیمیایی).
- توان فنی و مهندسی در طراحی و اجرای دقیق فرایند.
- توان فنی و مهندسی در اجرای دقیـق عملیـات حرارتـی روی قطعـه و تولیـد سـختی لازم قطعات محصول.
- توان فنی و مهندسی در ماشینکاری و تولید ابعاد و اندازه های دقیق.
نقاط قوت و ضعف
| تعیین نقاط قوت و ضعف تکنولوژی تولید تامپون واگن | |
| نقاط قوت | نقاط ضعف |
| یکسان بودن تکنولوژی مورد استفاده در ایران و دیگر کشورهای جهان | نیازمندی فرایند تولید به ماشین آلات و کوره بـا ظرفیت بالا و مخصوص قطعات بزرگ |
| عدم نیاز تازه واردان به صنعت برای خرید دانش فنی و تکنولوژی | ضرورت برخورداری مجری طرح از توان فنـی و مهندسی بالا |
| قابلیـت تولیـد قطعـات بـرای شـاخه هـای مختلـف صنعت | – |
حداقل تجهیزات مورد نیاز
علاوه بر ماشین آلات ذکر شده در جدول بالا ، تجهیزات ذیل نیز موردنیاز خواهد بود:
| حداقل تجهیزات موردنیاز یک واحد تولید تامپون واگن | ||
| ردیف | شرح تجهیزات | تعداد |
| 1 | قالبهای آهنگری | 4 |
| 2 | تجهیزات عمومی کارگاه آهنگری | – |
مواد اولیه مصرفی طرح را می توان در دو گروه طبقه بندی کرد:
گروه اول : فولاد ها
بخش عمده مواد اولیه مصرفی طرح فولاد آلیاژی است. میزان مـصرف فـولاد طـرح بـه طـور کامل تابع میزان تولید محصولات میباشد. از طرف دیگر بخشی از فولاد بـه صـورت پـرت از آن جدا خواهد شد که لازم است این پرت به ظرفیت تولید اضافه شده و حاصل جمع به عنوان میـزان مصرف سالیانه مواد اولیه مورد توجه قرار گیرد. مقدار پرت معادل 8-7 درصد وزن قطعه نهـایی در نظر گرفته می شود.
گروه دوم : قطعات مونتاژی
علاوه بر فولاد ، چند قطعه نیز در تولید محصول بکار می رود که شامل رینگ ها ، فنر ، روغـن ،لقمه و غیره است که البته ارزش این قطعات در مقایسه با فولاد ، کم است.




سلام طرح توجیهی برای تولید تامپون واگن های قطار لازم دارم هزینه طرح چقدر میشود ؟
باسلام واحترام
لطفا برای هماهنگی بیشتر با شماره: 1909-2842-021 یا 09056370500 تماس حاصل فرمایید. ضمنا واتساپ سایت برروی خط همراه ذکرشده فعال است.